yves Publié le 25 mai 2007
Mis à jour le 1 novembre 2007
_____________
Le siècle des Lumières est celui où l’extension du commerce incita l’artisanat à s’étendre, débouchant sur la création de petites manufactures, pour employer un vocable de l’époque. Si la haute bourgeoisie ou la petite noblesse y réussissaient de temps à autre, il faut bien reconnaître que les moins fortunés y essuyèrent de nombreux revers, faute de protection princière ou de capitaux suffisants. En outre, leur manque d’attachement à des réseaux solides, bien souvent familiaux, limitait nettement leur activité, tant du côté des fournisseurs que du côté des clients.
Des difficultés des inventeurs
La position de l’inventeur d’un nouveau produit, ou mieux, dans notre cas, du détenteur d’un brevet protégeant son invention et des lettres patentes en garantissant l’exclusivité était alors des plus aléatoires, car former une société ayant pour objet son exploitation était une aventure très onéreuse et combien risquée.
La situation l’obligeait le plus souvent à se tourner vers des investisseurs suffisamment fortunés pour l’aider au démarrage, mais qui, en retour, ne lui laissaient généralement que peu de part active dans sa direction En effet, si les financiers couvraient presque entièrement l’opération, ils devaient également en supporter les risques accrus en cas d’exploitation d’une marchandise généralement inconnue du public. Son succès dépendait également trop de la mode, très fluctuante à Paris, ce qui les encourageait, voire les obligeait à se réserver pratiquement plus de quatre-vingt-dix pour cent des parts de la société.
Leurs contrats de création, généralement méconnus dans le domaine des arts décoratifs, peuvent se comparer à de véritables contrats types, dont la précision des termes dépendait de la qualité des associés. Ils sont intéressants à plus d’un titre. D’abord, ils témoignent de l’existence de deux intérêts divergents au sein de la même manufacture, celui de l’inventeur, pensant avoir trouvé une véritable poule aux œufs d’or, et celui des financiers, croyant en la fructification de leur nouveau placement, tout en se protégeant le mieux possible contre tout aléa.
Pour ce faire, ces derniers exigeaient le plus souvent une période d’essai, nécessitant un capital réduit.
Ainsi les associés de la Manufacture de la Veuve Gosse et Samousseau ont-ils prévu un capital réduit de 25 000 livres pour tester la nouvelle invention, en déterminer le succès éventuel et la rentabilité ( Arch. Nat., Min centr.,XLVIII, 186, 30 mars 1771)
La situation de l’inventeur est, on le comprend aisément, nettement moins confortable : il n’aura en définitive aucun rôle stratégique au sein de l’entreprise et sera, en outre, obligé de divulguer son secret. Il se retrouvait ainsi confiné dans un rôle proche de celui d’un employé, au salaire fixé par la direction, et recueillant rarement un pourcentage sur les bénéfices, sauf s’il pouvait faire état d’un apport éventuel, comme des marchandises, outils ou créances préexistantes.
C’était le prix à payer, celui-ci ne participant, il est vrai, aucunement au risque financier de l’aventure. Plus grave, son sort pouvait dépendre de la situation pécuniaire des investisseurs, qui ne partageaient bien entendu pas du tout le même but que lui, obsédés uniquement par l’appât de bénéfices plantureux. Leurs critères de rentabilité, outre celui de la rapidité des gains, s’analysaient différemment, notamment en fonction d’autres placements, dont la viabilité pouvait, a contrario, peser sur leur décision du moment et, du jour au lendemain, les forcer à quitter l’entreprise.
Certains associés de la Manufacture de la Petite Pologne, suite à l’échec d’une manufacture de chapeaux dont ils étaient actionnaires, virent leur situation financière fragilisée et durent se retirer de l’entreprise (Arch. Nat., Min. centr., X, 618, 28 mars 1770 et ibidem, XLII, 524, 13 août 1771).De même, un autre investisseur de ladite entreprise, Falquet-Duvivier, subit d’importants revers financiers dans une manufacture de faïence du Faubourg Saint-Antoine ( ibidem,LXII, 546, 29 janvier 1773).
Dans le cas de deux sociétés qui vont être ici étudiées, ces intérêts antagonistes régiront constamment leur évolution. Notons cependant que lors de leur création, apparaît une différence intéressante : le rapport unissant les inventeurs et les associés ne fut pas identique, les premiers, dans le cas de la manufacture de la Petite Pologne, bénéficiant de parts plus importantes
Ces contrats débutent par un préambule indiquant, d’une part, le ou les noms des propriétaires de l’invention, ainsi que celui des investisseurs et, d’autre part, la raison de l’association, généralement un manque de capitaux, suivi le cas échéant d’un résumé de la société préexistante. Le premier article concerne sa durée de vie, subordonnée parfois à l’existence de lettres patentes, alors clairement décrites ; sinon, ce seront les bénéfices qui en détermineront la viabilité. Viennent ensuite les articles régissant les rapports entre les associés, soit la répartition des parts respectives entre les actionnaires, la nature des apports de fonds et leurs échéances éventuelles, la possibilité d’avoir des voix dans le conseil de délibérations et leur conditions d’obtention, enfin, la répartition des bénéfices en fonction des contributions respectives, qui n’aura lieu qu’après le paiement des différents frais de la société, tels les appointements des ouvriers, les loyers, etc.
La situation des inventeurs est alors clairement précisée : au prorata de leurs avoirs, ils obtiendront des parts dans la société mais rarement dans le conseil de délibérations. Une séparation nette des pouvoirs est ainsi établie. Si les investisseurs tiennent les rênes de la société, le ou les inventeurs sont généralement cantonnés dans le rôle de directeur technique, responsable des ateliers et des ouvriers. Ils ont droit à un salaire mensuel, qui sera remplacé, le cas échéant, par le paiement des intérêts de leur investissement, uniquement si ceux-ci couvrent le salaire prédéterminé. Quant à leur fameuse formule, les associés en exigent la divulgation, tout en garantissant la protection par son enfermement dans un coffre dont seuls deux associés et l’inventeur auront la clé.
Quelques clauses supplémentaires montrent que, dorénavant, cette formule n’appartient plus à son inventeur et qu’il ne pourra la récupérer qu’au moment de la dissolution de l’entreprise.
Les autres articles concernent l’administration de la société et évoquent la possibilité de sortie d’un des associés, la tenue des livres comptables, les conditions d’emprunts effectués par la société et, enfin, les démarches à suivre en cas de contestation entre les associés. Ces derniers articles ne concernent généralement pas les inventeurs.
Des difficultés de la manufacture Veuve Gosse et François Samousseau
Comme nous allons le voir, deux manufactures connaîtront une destinée fort proche, leur sort étant malheureusement trop dépendant de celui des investisseurs qui les abandonneront dès la moindre inquiétude concernant leur rentabilité.
Ainsi Pierre Millot, intéressé dans la Manufacture de la Petite Pologne, invoque-t-il pour s’en retirer la situation précaire de l’entreprise, les ventes ne correspondant pas à ses espoirs (Arch. nat.., Min. centr., X,618, 28 mars 1770).
Les recherches d’un obscur Michel Nicolas Gosse, maître peintre, sculpteur et vernisseur, sont à l’origine de la Manufacture royale de vernis façon de la Chine, appelée plus tard Manufacture Veuve Gosse et François Samousseau .
Son décès prématuré à l’âge de 43 ans ne lui permit pas de jouir de l’approbation par l’Académie des sciences de son invention, un vernis qui contrairement à ce que l’on pensait, était « un des meilleurs que l’on pût employer pour les boites à tabac, et qu’il pourrait servir à préserver de la rouille les ouvrages en fer, et notamment les canons de fusils des équipages de la marine… ».
Sa veuve reprit le flambeau, aidée par son gendre, François Samousseau. Cependant, malgré la protection royale de quinze années dont jouit cette manufacture grâce aux lettres patentes accordées en mars 1768, pour un vernis aux vertus plus étendues « façon de la Chine … applicable sur toutes sortes de métaux, sur bois, cuirs, cartons, papiers, terre cuite ou crues, fayence et porcelaine avec dorures et autres couleurs », elle ne connaîtra pas moins de sept changements d’actionnaires jusqu’en 1777.
En effet, les deux protagonistes se trouvèrent bien vite dans l’obligation de recourir à des financiers extérieurs pour assurer la pérennité de l’atelier, qu’ils avaient difficilement réussi à monter, mais ceux-ci, malgré un intérêt certain, jetèrent chacun à tour de rôle l’éponge, faute de débouchés suffisants. L’un d’eux, qui n’avait investi qu’à la condition suspensive de l’obtention du gouvernement d’un marché pour protéger avec ce vernis les canons de fusils et les casques de l’armée, rappelant ainsi les termes cités plus haut, se retira aussitôt que l’accord gouvernemental lui eût été refusé.
Pourrions-nous alors imputer ces échecs à l’insuffisance des capitaux ? Rien n’est moins sûr car, par exemple, le capital investi en 1774 s’élevait à 150 000 livres, somme qui pourrait paraître satisfaisante pour honorer les créanciers et continuer le travail sur des bases plus saines, si l’un des associés, le principal, n’avait eu la mauvaise idée de décéder, ce qui encouragea ses acolytes à quitter au plus vite le navire. La veuve Gosse eut de plus, les malheurs n’arrivant jamais seuls, des difficultés à récupérer son privilège, mais il est certain que, par la suite, la propriété de la manufacture revint dans le giron de la famille Gosse-Samousseau, qui privilégia ensuite des ouvrages de serrurerie et les marchandises annexes. A son décès en juin 1791, son beau-fils, François Samousseau, portait encore le titre d’entrepreneur de la Manufacture royale des vernisseurs sur métaux, sise rue des Marais, paroisse Saint-Laurent.
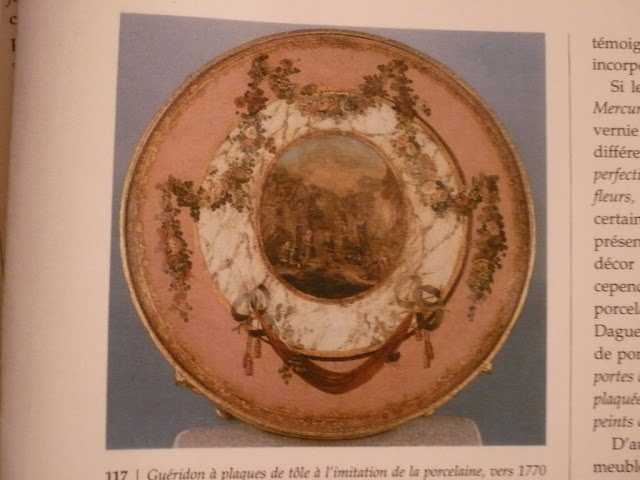
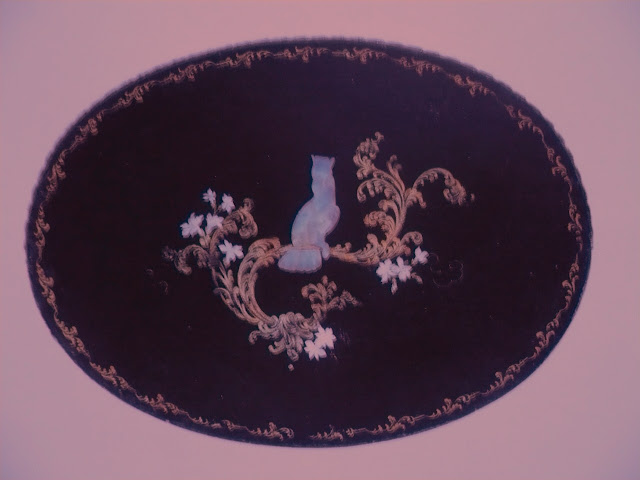
Contrairement à la Manufacture de la Petite Pologne qui diffusait ses créations via des concessionnaires parisiens, celle-ci commercialisait ses produits en son magasin, d’abord boulevard du Temple et enfin, après différents déménagements, rue des Marais. Les marchandises décrites dans ses magasins en 1776 couvraient deux domaines : d’abord, la part la plus importante, celui des serrures et produits dérivés, qui valaient presque le triple des objets de tôle, ce qui sauvera d’ailleurs la manufacture de la faillite ; ensuite celui des objets de tôle vernie, tels rafraîchissoirs, vases, verrières ou plateaux, aux décors très variés, se détachant sur des fonds de touts les couleurs, parmi lesquels des cartels décorés d’animaux ou de Chinois en relief, agrémentés d’oiseaux, de fleurs, de trophées ou de paysages, voire , pour les plus beaux de jeux d’enfants, des marines ou des médaillons antiques ; notons que seuls deux seaux à bouteille étaient enrichis d’armoiries, en l’occurrence celles de la famille Choiseul.
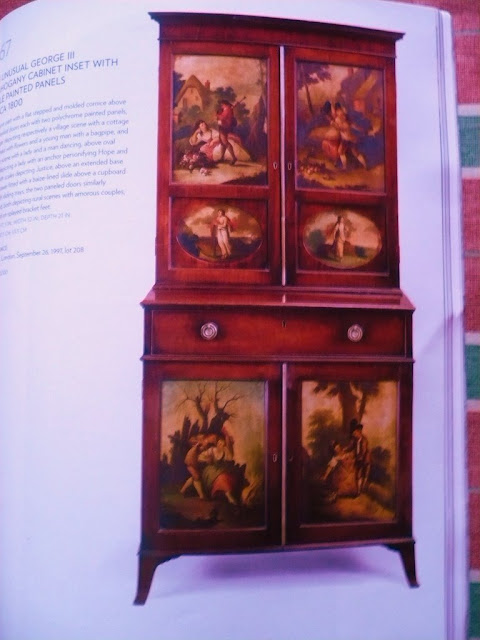
Nous avons également pu relever la présence dans les ateliers de deux armoires vernies et « japonnées », ainsi que d’une encoignure, estimée 150 et 60 livres. L’existence de seulement trois meubles sur plus de 1100 pièces de forme indique toutefois leur caractère plutôt exceptionnel et trahit, sans doute, une commande particulière.
Des difficultés de la Manufacture de la Petite Pologne
Quant à la Manufacture de la Petite Pologne, le Dictionnaire de l’Industrie notait en 1776 à son propos : « En 1770, il s’établit à la Petite Pologne, barrière Monceaux, une manufacture de vernis sur tôle, où l’on trouve fontaines pour salles à manger, seaux à verres et à bouteilles, écritoires, chandeliers, bassins à barbe, toilettes, garnitures de cheminée, corbeilles à fruits, plateaux à dessert, vases à l’antique, etc. ».Concurrente directe de la précédente, cette deuxième manufacture put être créée à la même époque, nonobstant le privilège royal accordé à cette dernière, ce qui relativise sérieusement la portée de ces fameuses lettres patentes.
Elle comptait, en 1771, vingt ouvriers, notamment trois polisseurs, quatre ponceurs, huit peintres, doreurs ou vernisseurs, deux « ferblanquiers », sans compter les deux associés d’origine, Clément et Moser (cf. Arch. nat.,Min. centr. XLII, 523, 11 mai 1771)
Ainsi en 1768, ou un peu avant, un certain Jacques Moser, garçon ferblantier, découvrit un nouveau vernis façon de la Chine sans odeur et applicable sur toutes sortes de matériaux, aux vertus proches de celui inventé par Gosse. Fort de sa découverte, il décida d’établir une manufacture et de donner à ses ouvrages le goût, la forme et le décor des ouvrages en provenance du Japon. Pour ce faire, il se lia d’intérêt avec Jean-Baptiste Clément, maître peintre et doreur, qui paraît avoir d’ailleurs rapidement pris le pas sur lui.
Le 24 juillet 1769, Clément inséra dans l’Avant-coureur une annonce vantant les mérites de l’entreprise, en insistant sur les qualités intrinsèques de son vernis, notamment sa grande résistance à la chaleur. Il y était précisé, en outre, que les Commissaires de l’Académie avaient pu en vérifier l’exactitude.
« Le sieur Clément, maître peintre, doreur et vernisseur à Paris, fait exécuter en tôle toutes sortes d’ouvrages d’ornement, dans les modèles les plus nouveaux et les mieux choisis…les ouvrages ainsi vernis sont ornés de différents genres de peintures, comme fleurs, fruits, paysages, cartouches avec figures et tableaux reliefs du Japon et autres… Ceux qui voudront faire commander quelques articles à leur goût, seront servis avec exactitude dans le courant du mois. La Manufacture est établie à la Petite Pologne, Barrière de Monceaux, et le Dépôt des Marchandises, chez M. Sayde, quai des Morfondus, vis-à-vis Henri IV ». (H.Vial, A. Marcel et A Girodie , Les artistes décorateurs du bois, I, 1912, p108).
Mais, dès la seconde année d’exploitation, la situation financière difficile de certains associés menaça directement la vie de l’entreprise. Désireux de prévenir le public des changements nécessaires, Clément fit paraître plusieurs annonces publicitaires en 1770 ; Ainsi dans Le Mercure du mois de mai, il prévient : « qu’un de ses associés dans son entreprise de taule vernie, ayant désiré de retirer ses fonds, il s’est vu obligé d’exposer les marchandises en vente, rue de la Verrerie, sans cependant en suspendre la fabrication. Des arrangements qui lui ont paru plus avantageux l’ont engagé à cesser cette vente et remettre son magasin chez le sieur Framery, marchand bijoutier, rue Saint Honoré, où il était précédemment. C’est la que le Public doit s’adresse pour le choix des marchandises, qui s’y trouvent en abondance, ou pour les commandes qui seront exécutées avec encore plus de soin et d’exactitude qu’auparavant….Sa manufacture est toujours à la Petite Pologne. ».
Ensuite le 17 mai et le 2 août, il fit paraître dans Les Petites Affiches de Paris, deux avis fort proches, le second signifiant, en outre, le remplacement du commissionnaire Etienne Framery par le marchand Dulac, établi dans la même rue.
La société connut encore de sérieux problèmes en 1771, année où deux accords étaient entérinés pour éviter la vente forcée des marchandises saisies par des créanciers, ce qui aurait été catastrophique pour la pérennité de l’entreprise. En outre, deux des principaux actionnaires se sont retirés, leur situation financière personnelle étant fortement grevée par les pertes enregistrées
Le bilan de la manufacture est alors plutôt négatif et peu encourageant. Il leur reste en commission chez Dulac pour plus de 12 000 livres de marchandises et, dans leur entrepôt, pour plus de 16 000 livres d’objets pour une grande part inachevés et donc difficilement négociables. Les ventes sont un véritable désastre et montrent le peu de succès rencontré par ces nouveaux produits, ce qui débouchera plus vite que prévu sur la fermeture définitive de la manufacture, soit dès le mois de décembre 1772, les dernières marchandises étant envoyées à l’Hôtel Jabach pour y être dispersées à l’encan.
Des succès commerciaux laborieux
A la lecture des péripéties de ces deux manufactures, la question du succès commercial de ces nouveaux produits en tôle vernie doit être posée. Outre les conflits financiers importants rencontrés parmi les investisseurs et dont la situation économique externe à ces entreprises pesait trop sur leurs décisions, les ventes aux particuliers sont peu encourageantes.
L’exemple de la Manufacture de la Petite Pologne est édifiant. Sur les 540 pièces livrées au marchand Dulac le 7 mai 1770, pour une valeur proche de 13 500 livres, celui-ci n’en vendit en une année que pour 380 livres et, l’année suivante, pour 882 livres. Un autre lot livré conjointement rencontra un peu plus de succès, mais le bilan global montre que, malgré le choix du concessionnaire, la manufacture dut reprendre près de 85 pour cent des pièces livrées.
Les raisons de cet échec sont complexes. Si deux manufactures produisant à peu de choses près les mêmes produits au même moment rencontrent les mêmes difficultés, l’argument unique de la concurrence mutuelle ne peut suffire à l’expliquer ; Les produits sont certainement différents, la veuve Gosse n’ayant, semble-t-il, jamais fait jouer le privilège royal dont la manufacture était pourvue. A la lecture des nombreuses actions judiciaires intentées à l’encontre de la famille Martin, il apparaît que les procès pour protection d’un secret artisanal étaient fréquents.
Il serait alors plus logique de se tourner vers la nature même du produit. Succédané des objets en véritable laque orientale, dont la matière permettait normalement de produire à des coûts nettement inférieurs des objets similaires, mais qui pouvaient également concurrencer des objets usuels en porcelaine en pleine expansion, tels des seaux à rafraîchir ou des vases, qui présentaient l’avantage de mieux s’intégrer sur une table au restant du service, ces objets en tôle vernie, n’atteignirent jamais le succès de leurs concurrents. Par leur assimilation aux objets usuels bon marché, produits en grand nombre, certainement pauvres en décor, ils ne pouvaient prétendre au remplacement de ceux-ci.
Si la société de la Petite Pologne ne se releva jamais de ces multiples échecs, il est par ailleurs symptomatique de constater que la Manufacture Gosse-Samousseau, dès le milieu des années 1770, ne se concentra plus que sur le marché des serrures et marchandises annexe. Le sort semble d’ailleurs, après l’abandon de la production d’objets plus usuels en tôle vernie, avoir été enfin favorable à cette entreprise ; François Samousseau terminera sa vie dans une certaine aisance, arrêtant ses activités, à la lecture des documents en l’an IX.
La concurrence des fabrications anglaises
D’autre part, depuis la fin des hostilités avec l’Angleterre, certains marchands merciers pourvoyaient Paris d’objets en tôle anglaise de même nature. Deux marchands s’illustreront principalement dans ce commerce, les Blakey et Granchez, qui avaient d’ailleurs racheté une partie du stock de la Petite Pologne en avril ou mai 1770.
Un inventaire des marchandises en tôle vernie des Blakey rédigé en 1776 répertorie notamment des seaux à bouteille et des verrières dont les prix semblent bien inférieurs à ceux enregistrés à la Manufacture de la Petite Pologne dix ans plus tard. Nous apprenons par un autre document, que ces négociants anglais s’approvisionnaient auprès des marchands Jacques Ch Grangès et Jacques Monbray de Londres ou de la société Glover & Chemiot de Birmingham, avec qui était également en relation le marchand Granchez à la tête du célèbre magasin « Au Petit Dunkerque ».
Malgré ses importations fréquentes, qu’il annonçait dans le Mercure de France, notamment au mois de décembre 1777, Granchez en faisait également produire lui-même en France, s’étant assuré les services de la veuve Clément, certainement de la famille du créateur de la Petite Pologne.
Déjà, dans un encart publié dans Le Mercure de France en octobre 1771, il nous apprend qu’il s’était assuré les services de deux ouvriers de cette ancienne manufacture.
C’est d’ailleurs principalement à travers les œuvres portant la marque du Petit Dunkerque que nous pouvons juger de la qualité des objets en tôle de nos deux manufactures, l’obligation prônée par les rédacteurs des lettres patentes de marquer les œuvres n’ayant, semble-t-il, jamais été respectée.
_______________
Mots-clés:
difficultés,
Tôle peinte





























{kind=link}